Hard chromium deposits are widely used for the provision of hard, abrasion resistant wearing surfaces and for the building up of undersized and worn
parts. The value of chromium for such purposes lies in its hardness, resistance to abrasion, passivity of surface, and its ‘anti-seize’ properties when applied to rotating or reciprocating parts.
The techniques of heavy deposition differ from those involved in bright chromium plating for decorative effect.
The deposits are thicker, and are generally applied directly to the basis metal without any pre-coating of nickel.
This is except under special circumstances, as when building up badly worn or undersized parts and where the components are subject to highly corrosive conditions in service.
It is generally accepted that a thickness of 003 to 0.4 mm (0.012 to 0.015 in)
Hard chromium deposits are widely used for the provision of hard, abrasion resistant wearing surfaces and for the building up of undersized and worn
parts. The value of chromium for such purposes lies in its hardness, resistance to abrasion, passivity of surface, and its ‘anti-seize’ properties when applied to rotating or reciprocating parts.
The techniques of heavy deposition differ from those involved in bright chromium plating for decorative effect. The deposits are thicker, and are generally applied directly to the basis metal without any precoating of nickel, except under special circumstances, as when building up badly worn or undersized parts and where the components are subject to highly corrosive conditions in service.
Porous Chromium

Although chromium has a low coefficient of friction, chromium plated surfaces are less easily wetted ‘than steel or cast iron and so it is more difficult to maintain a film of lubricant between running surfaces. To overcome this difficulty, pores may be formed intentionally in hard chromium plated surfaces to act as pockets for the retention of the lubricants. This procedure, which is particularly advantageous in the deposition of cylinder liners and piston rings, requires that the minimum thickness of chromium be 0.1 mm (0.004 in).
The porosity is normally developed by subjecting the chromium plated surface to an anodic treatment in a chromic acid solution, usually in a bath other than that used for plating.
In one of the two processes generally available, the conditions of etching the chromium govern the type and density of the porosity, whereas in the other, the use of a perforated screen fitted closely against the chromium plated surface pre-determines the size and spacing of the pores or pockets formed.
Other Specialised Applications

Apart from the abrasion resistance and <anti-seize’ properties of a hard chromium deposit, its untarnishable surface and passivity render it useful for other industrial purposes.
For example, in dip tinning and dip soldering, the tongs used for holding the articles may advantageously be c~ed with
chromium to prevent adhesion of the molten tin or solder.’
Hard Chromium Depositions
(0.005 in) is ample for most purposes, and in many cases thin deposits of 12 to 50 microns (0.000 5 to 0.002 in) are sufficient to give protection against
wear or prevent seizing of moving parts. Light deposits of not more than 50 microns (0.002 in) in thickness do not normally require grinding or finish-
ing, as is necessary with heavier coatings of the metal.
Applications
Gauges
Chromium is widely used for facing gauges, and the deposit, which normally has a hardness of between 800 and 900 H. V., has proved ideal for the purpose. Plug, ring and gap gauges are ground from 0’05 to 0•12 mm (0’002 to 0’005 in) below size, and chromium is deposited until the articles are about 0’12 mm (0’005 in) oversize. The deposit is then ground down until the gauge is of the required. dimensions. It is advisable before plating to put a radius on any sharp edges, in order to avoid the formation at these points of a coarse granular deposit that is liable to be tom away during the subsequent grinding operation.

Cutting Tools
As a rule, only thin deposits of chromium are applied to cutting tools, and the cutting edge itself is usually ground down to the steel after deposition.
The thickness is generally from 5 to 12 microns, (0.000 2 to 0.000 5 in) and in the case of drills and reamers the chief function of the chromium is to reduce friction in the fiutes caused by the shavings of metal in passage.
The points of drills are ground after deposition, otherwise the smooth chromium surface tends to prevent the tool from biting; but where soft metals or other materials are being reamered, the cutting edge may advantageously be left chromed.
Milling cutters and taps are similarly treated with a light coating of hard chromium, and their cutting faces are ground after deposition in the same manner as for drills and reamers.
Files deposited with hard chromium last considerably longer than untreated files. The teeth do not become clogged and the file continues to cut much
more readily. A thick deposit should not be applied, however, or the cutting edges. of the teeth may be impaired.

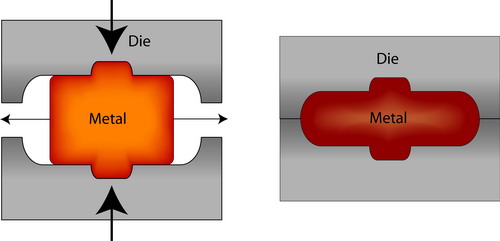
Metal Forming and Drawing Dies
Hard chromium deposition has proved to be especially valuable for facing many types of metal working die, as it results in a considerably extended life, and minimises scoring, and fouling of the tool by adhesion of the metal.
When the chromed surface has at last become worn, the deposit is stripped from the die and the latter is again faced with hard chromium. This also applies to the drawing plugs. Coining and pressing dies also have been successfully treated, but wire drawing dies present a problem, as it is difficult to obtain a uniform deposit in holes of very small diameter.
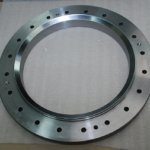
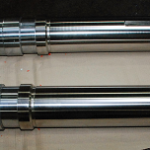
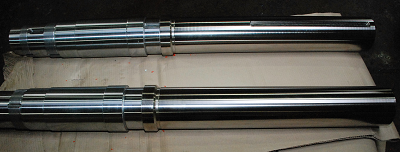
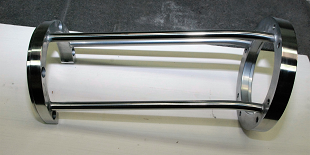
Machine Parts
Components, such as piston rings and cylinder liners, crankshafts for marine and aero engines, bearings, hydraulic and oleo rams, gudgeon pins, gears and other articles are deposited with a thickness of 0.12 mm (0.005 in)as standard procedure to improve their wearing qualities and to resist corrosion.

Take a look at our other services:
Bead Blasting
Click to View
Electroless Nickel
Click to View
Metal Polishing
Click to View
Zinc Plating
Click to View